


摘 要:目前,国家鼓励危险废物的焚烧处置采用以回转窑为基础的焚烧技术,而耐火砖的砌筑质量影响回转窑连续运行的稳定性及运行周期的长短。该文对耐火砖的砌筑方法进行分析,总结砌筑中的注意事项,对具体工程应用有一定的参考价值。
关键词:危险废物焚烧;回转窑;耐火砖;砌筑1 耐火砖砌筑对回转窑的影响
国家环境保护部印发的《危险废物污染防治技术政策》
指出:“危险废物的焚烧宜采用已旋转窑炉为基础的焚烧技术”,说明了回转窑处理危险废物的适用性。危险废物焚烧系统包括了以下几个子系统:废物预处理系统、废物贮存和进料系统、回转窑(一次燃烧室)、二燃室、余热锅炉和烟气处理装置。
回转窑是一个倾斜的钢材料围卷起来的内衬耐火材料的圆筒,是焚烧系统中重要的一环,各种废物在窑内焚烧进行无害化、减量化处理,由于危废组成的复杂带来化学成分的复杂性,对回转窑的内衬的质量也提出更高的要求,不仅是选取合适的耐火材料,而且需要耐火材料的高质量砌筑。
回转窑耐火材料的更换周期是窑的运转周期,频繁的停窑检修会影响系统运行的稳定性。影响耐火材料的的更换周期因素有以下几点:回转窑的操作状况、耐火材料的选择和砌筑的质量,以及机械应力、热应力、化学侵蚀的综合作用[1~2]。在不考虑其他条件下,高质量砌筑能够延长耐火砖的使用寿命[3~4],并且消除部分机械应力和热应力对耐火砖的损害。相反,低质量砌筑会大大减短耐火砖的寿命。
2 耐火砖砌筑方法
2.1 干砌和湿砌
干砌和湿砌的区分为是否使用湿状泥浆的砌砖,干砌不使用湿状泥浆,而湿砌使用[3,5]。一般来说,进行危险废物焚烧的回转窑使用的耐火砖采用湿砌[3]。
2.2 排砌法和花砌法
排砌法和花砌法的区分为耐火砖的排布方式,两者都属于环砌法,如图1 所示。
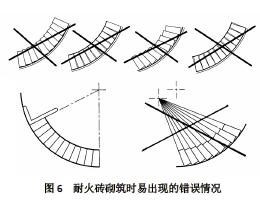
 在实际应用中,回转窑筒体与耐火砖间存在相对滑动[6~7]。采用花砌法时,可以保证各环的耐火砖在相互运动时不会损坏砖角;采用排砌法时,容易出现各种原因造成的偏差导致砖缝不在一条直线上,当耐火砖相互运动时会损坏砖角;采用平时砌墙方式(环向和轴向均错缝)排布耐火砖时,各环向砖缝不在一条直线上,耐火砖相互错开,整体的强度好,但一个点的损坏会导致一个面的破坏,不利于后续修补。
在实际应用中,回转窑筒体与耐火砖间存在相对滑动[6~7]。采用花砌法时,可以保证各环的耐火砖在相互运动时不会损坏砖角;采用排砌法时,容易出现各种原因造成的偏差导致砖缝不在一条直线上,当耐火砖相互运动时会损坏砖角;采用平时砌墙方式(环向和轴向均错缝)排布耐火砖时,各环向砖缝不在一条直线上,耐火砖相互错开,整体的强度好,但一个点的损坏会导致一个面的破坏,不利于后续修补。
因此进行危险废物焚烧的回转窑耐火砖一般采用环砌法中的花砌法。
2.3 旋转法和固定法
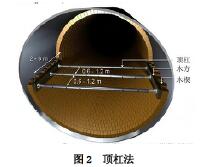
旋转法和固定法的区分为回转窑在砌筑时需要旋转。旋转法使用螺旋顶杠和木方在固定已经砌筑好的耐火砖,如图2 所示叫顶杠法,其他方式还有胶结法和槽钢法。固定法是指回转窑在砌筑时不用旋转,采用砌砖机砌筑耐火砖,如图3 所示。
顶杠法适用于直径小于4m 的回转窑,砌筑顺序如图4所示,从回转窑底部开始向两侧砌筑,在回转窑中心线部位用螺旋顶杠和木方压实固定耐火砖,耐火砖砌筑时始终处于中心线以下,会因为自身的重力紧贴在回转窑窑体内壁[9];因为在砌筑时需要频繁转窑,所以顶杠法比较适用于直径小于4m 的窑体;
 砌砖机适用于各种窑径的回转窑,在砌筑过程中无需转窑,但容易出现一个问题,在砌筑回转窑中心线以上部分时,由于砌砖机压缩空气压力不足和耐火砖本身重力的原因,会使耐火砖与回转窑窑体内壁存在轻微的间隙,在回转窑运行时,耐火砖与窑体内壁会产生相对滑动[4,9],从而导致耐火砖的松动甚至脱落。
砌砖机适用于各种窑径的回转窑,在砌筑过程中无需转窑,但容易出现一个问题,在砌筑回转窑中心线以上部分时,由于砌砖机压缩空气压力不足和耐火砖本身重力的原因,会使耐火砖与回转窑窑体内壁存在轻微的间隙,在回转窑运行时,耐火砖与窑体内壁会产生相对滑动[4,9],从而导致耐火砖的松动甚至脱落。
现阶段进行危险废物焚烧的回转窑直径一般小于4m,长度在8 到20m[3],因此推荐采用旋转法——顶杠法。
3 耐火砖砌筑
3.1 砌筑前准备工作
(1)砌砖前应对回转窑主体进行空转运行,检查是否存在异常情况;
(2)清除回转窑内壁表面的毛刺、铁锈、灰尘等杂物,保持窑内内壁表面清洁,并且打磨平整,焊缝高度不要高于3mm[5],保证耐火砖与窑体内壁能够紧贴;(3)画基准线,可以防止砌筑时砖环砌歪和砖列扭曲,同时可以控制耐火砖的砖缝厚度。首先确定轴向基准线,可以采用水平仪、直尺和铅锤确定,如图5 所示,轴向基准线每隔1.5m[3,8]画一条,每条与窑的中心线平行;环向基准线每隔1m[5]画一条,每条与窑的中心线垂直;(4)耐火材料的验收、保管和运输。耐火材料到货后,应该检查有没有运输破损,确保所需材料齐全;耐火材料应该储存在通风良好能防雨雪的室内或者大棚内,防止雨淋、受潮;耐火材料应按品种、类别、用途、牌号、等级分别堆放[5],留意产品说明书中的注意事项;耐火砖在装卸运输中应该轻拿轻放,防止损坏边角;
(5)在砌筑开始时,应该详细记录基本信息,如工作时间、砌筑进度(几环)、砌筑位置、砌筑方法等;每环的理论耐火砖配比与实际配比情况,以及锁砖和钢板用量;窑体变形的位置,是否使用加工砖和其位置等,并拍照记录;形成砌筑报告,把握施工进度和施工质量,同时也作为以后窑体耐火材料运行出现状况时的分析依据;
3.2 砌筑时应该注意的问题
(1)采用湿法砌筑,各耐火砖间的砖缝间隙要求不大于2mm[5],各环间隙为1.5~2mm,同环纵向间隙为1~1.5mm;所有的砖缝应该泥浆饱满,表面进行勾缝,目的是将泥浆压实,防止出现空隙;只准使用木锤或者橡胶锤进行找正,在泥浆干固后,不得再进行敲打,防止将耐火砖震松;挤出的耐火泥浆应该及时清理,保持耐火砖表面的清洁;(2)每间隔1m(约4 环),增加一层3mm 的纸板或陶瓷岩棉或其它规定填充材料作为膨胀缝;膨胀缝具体位置应按照设计规定,一般应避开受力部分;
 (3)砌筑时需保证耐火砖贴紧窑体内壁,各耐火砖侧面之间(环向)相互贴紧,随时用橡皮锤或木锤敲击找正来保证这两项贴紧;不时检查各环缝是否与环向基准线平行,耐火砖的径向方向线是否与窑体同心,各环耐火砖间不能存在“台阶”现象,砖缝不能出现楔型砖缝,(4)在焊缝处砌筑时,可以切掉砖角或者用耐火泥浆(火泥)找平来保证耐火砖与窑体内壁贴紧,如图7、8 所示;在窑体变形处砌筑时,由于耐火砖不能与窑体贴紧,用耐火泥浆找平后进行砌筑,轴向歪斜的耐火砖侧面不能贴紧,采用耐火泥浆或陶瓷纤维板来调整。
(3)砌筑时需保证耐火砖贴紧窑体内壁,各耐火砖侧面之间(环向)相互贴紧,随时用橡皮锤或木锤敲击找正来保证这两项贴紧;不时检查各环缝是否与环向基准线平行,耐火砖的径向方向线是否与窑体同心,各环耐火砖间不能存在“台阶”现象,砖缝不能出现楔型砖缝,(4)在焊缝处砌筑时,可以切掉砖角或者用耐火泥浆(火泥)找平来保证耐火砖与窑体内壁贴紧,如图7、8 所示;在窑体变形处砌筑时,由于耐火砖不能与窑体贴紧,用耐火泥浆找平后进行砌筑,轴向歪斜的耐火砖侧面不能贴紧,采用耐火泥浆或陶瓷纤维板来调整。
(5)采用顶杠法砌筑时,应该从底部同时向两侧(圆周方向)均衡进行砌筑,超过半周1~2 层砖时,用木方和螺旋顶杠压实,用适当的力将顶杠拧紧,防止用力过大导致窑体变形,每段铺底长度为5~6m,如图1 所示;然后旋转90度,再从底部向水平砌筑、压实,砌筑顺序如图4 所示,需注意在最后锁砖时,需留4~6 层砖,并将锁口区域旋转至7、8 点钟方向,方便进行锁砖;
(6)每环锁口区域砌筑需注意,要进行砖的预组合,确保最后一块砖的能合理打入;锁口宜采用专用锁砖,确实需要加工砖时,其厚度不能少于原砖厚度的2/3,且不能最后打入砌体;(7)使用锁砖和钢板锁口时需注意,布置好锁砖和标准砖后,注意观察砖缝,若砖缝是水平,则在标准砖侧面打入钢板,不得在锁砖侧面打入钢板,如图11 所示;若砖缝是楔型的,此时打入钢板会导致耐火砖会出现应力集中损坏,需要返工;
 (8)同一块砖两侧不能都打入钢板,每条砖缝只能打入一块钢板,锁缝钢板的厚度一般不超过3mm;每环锁砖在2 块或2 块以上时,锁砖不应两块相邻使用,不同环间锁砖应相互错开。
(8)同一块砖两侧不能都打入钢板,每条砖缝只能打入一块钢板,锁缝钢板的厚度一般不超过3mm;每环锁砖在2 块或2 块以上时,锁砖不应两块相邻使用,不同环间锁砖应相互错开。
(9)在砌筑中过程中需要使用到不定型耐火材料,使用时需注意:材料的搅拌时间和搅拌方法因材料的等级和数量而不同,需严格按照说明书上的搅拌时间和搅拌方法以及温度等进行搅拌;搅拌用水为纯净水,要求氯离子含量≤300g/L[5];耐火泥浆使用应注意随砌随制,每次搅拌的量不宜过多,已经初凝的不得在使用;耐火浇注料使用时需要振动压实,在使用振动棒时注意不要直接作用在锚固件上,采用合适振动器进行振动压实。
(10)在砌筑完成后,需对每环的耐火砖进行检查、紧固;紧固完毕后应该进行烘炉工作,此时不宜在转动窑体。
3.3 砌筑后工作
(1)在回转窑耐火材料砌筑完成需要及时进行工程验收和烘炉工作。回转窑在进行烘炉过程中,窑内耐火材料中的水分会逐渐析出至完全干燥,可以防止在点火投产时由于耐火材料中水分急剧蒸发产生巨大应力,造成耐火材料的剥落、坍塌,甚至炸炉事故;
(2)在实际工程中,由于各种原因不能及时进行烘炉工作的,要采取防潮、防雨、防火、防冻和防污染的保护措施;即使采取了防护措施,也不能长时间不进行烘炉,否则耐火泥浆会产生变化,降低内衬的结构强度,对回转窑的烘炉、投产和使用寿命造成影响;
(3)在烘炉之前,所有需要用到的仪表设备需要进行点动,联合试车和调整;不定型耐火材料进行养护工作,使其获得基本强度;根据各种耐火材料的性能制定相应的烘炉曲线和烘炉方案,确保烘炉的顺利进行。
4 总 结
耐火材料的砌筑质量关系着其使用寿命的长短,影响着回转窑系统的运行的稳定性。为确保砌筑质量,耐火材料的采购应该选择有实力的生产厂家,提高材料本身质量,降低耐火制品的外形扭曲与尺寸偏差情况;耐火材料的施工应该选择有经验的施工队伍,提高施工人员的技术水平,降低人为因素对砌筑质量的影响;做好耐火材料的点检、临控工作,记录砌筑进度,形成砌筑报告,确保砌筑有条不紊的进行,最后烘炉之前需要对砌筑完成的耐火材料进行保护工作,制定科学的烘炉曲线和烘炉方案,完成烘炉工作。
关键词:危险废物焚烧;回转窑;耐火砖;砌筑1 耐火砖砌筑对回转窑的影响
国家环境保护部印发的《危险废物污染防治技术政策》
指出:“危险废物的焚烧宜采用已旋转窑炉为基础的焚烧技术”,说明了回转窑处理危险废物的适用性。危险废物焚烧系统包括了以下几个子系统:废物预处理系统、废物贮存和进料系统、回转窑(一次燃烧室)、二燃室、余热锅炉和烟气处理装置。
回转窑是一个倾斜的钢材料围卷起来的内衬耐火材料的圆筒,是焚烧系统中重要的一环,各种废物在窑内焚烧进行无害化、减量化处理,由于危废组成的复杂带来化学成分的复杂性,对回转窑的内衬的质量也提出更高的要求,不仅是选取合适的耐火材料,而且需要耐火材料的高质量砌筑。
回转窑耐火材料的更换周期是窑的运转周期,频繁的停窑检修会影响系统运行的稳定性。影响耐火材料的的更换周期因素有以下几点:回转窑的操作状况、耐火材料的选择和砌筑的质量,以及机械应力、热应力、化学侵蚀的综合作用[1~2]。在不考虑其他条件下,高质量砌筑能够延长耐火砖的使用寿命[3~4],并且消除部分机械应力和热应力对耐火砖的损害。相反,低质量砌筑会大大减短耐火砖的寿命。
2 耐火砖砌筑方法
2.1 干砌和湿砌
干砌和湿砌的区分为是否使用湿状泥浆的砌砖,干砌不使用湿状泥浆,而湿砌使用[3,5]。一般来说,进行危险废物焚烧的回转窑使用的耐火砖采用湿砌[3]。
2.2 排砌法和花砌法
排砌法和花砌法的区分为耐火砖的排布方式,两者都属于环砌法,如图1 所示。
因此进行危险废物焚烧的回转窑耐火砖一般采用环砌法中的花砌法。
2.3 旋转法和固定法
旋转法和固定法的区分为回转窑在砌筑时需要旋转。旋转法使用螺旋顶杠和木方在固定已经砌筑好的耐火砖,如图2 所示叫顶杠法,其他方式还有胶结法和槽钢法。固定法是指回转窑在砌筑时不用旋转,采用砌砖机砌筑耐火砖,如图3 所示。
顶杠法适用于直径小于4m 的回转窑,砌筑顺序如图4所示,从回转窑底部开始向两侧砌筑,在回转窑中心线部位用螺旋顶杠和木方压实固定耐火砖,耐火砖砌筑时始终处于中心线以下,会因为自身的重力紧贴在回转窑窑体内壁[9];因为在砌筑时需要频繁转窑,所以顶杠法比较适用于直径小于4m 的窑体;
现阶段进行危险废物焚烧的回转窑直径一般小于4m,长度在8 到20m[3],因此推荐采用旋转法——顶杠法。
3 耐火砖砌筑
3.1 砌筑前准备工作
(1)砌砖前应对回转窑主体进行空转运行,检查是否存在异常情况;
(2)清除回转窑内壁表面的毛刺、铁锈、灰尘等杂物,保持窑内内壁表面清洁,并且打磨平整,焊缝高度不要高于3mm[5],保证耐火砖与窑体内壁能够紧贴;(3)画基准线,可以防止砌筑时砖环砌歪和砖列扭曲,同时可以控制耐火砖的砖缝厚度。首先确定轴向基准线,可以采用水平仪、直尺和铅锤确定,如图5 所示,轴向基准线每隔1.5m[3,8]画一条,每条与窑的中心线平行;环向基准线每隔1m[5]画一条,每条与窑的中心线垂直;(4)耐火材料的验收、保管和运输。耐火材料到货后,应该检查有没有运输破损,确保所需材料齐全;耐火材料应该储存在通风良好能防雨雪的室内或者大棚内,防止雨淋、受潮;耐火材料应按品种、类别、用途、牌号、等级分别堆放[5],留意产品说明书中的注意事项;耐火砖在装卸运输中应该轻拿轻放,防止损坏边角;
(5)在砌筑开始时,应该详细记录基本信息,如工作时间、砌筑进度(几环)、砌筑位置、砌筑方法等;每环的理论耐火砖配比与实际配比情况,以及锁砖和钢板用量;窑体变形的位置,是否使用加工砖和其位置等,并拍照记录;形成砌筑报告,把握施工进度和施工质量,同时也作为以后窑体耐火材料运行出现状况时的分析依据;
3.2 砌筑时应该注意的问题
(1)采用湿法砌筑,各耐火砖间的砖缝间隙要求不大于2mm[5],各环间隙为1.5~2mm,同环纵向间隙为1~1.5mm;所有的砖缝应该泥浆饱满,表面进行勾缝,目的是将泥浆压实,防止出现空隙;只准使用木锤或者橡胶锤进行找正,在泥浆干固后,不得再进行敲打,防止将耐火砖震松;挤出的耐火泥浆应该及时清理,保持耐火砖表面的清洁;(2)每间隔1m(约4 环),增加一层3mm 的纸板或陶瓷岩棉或其它规定填充材料作为膨胀缝;膨胀缝具体位置应按照设计规定,一般应避开受力部分;
(5)采用顶杠法砌筑时,应该从底部同时向两侧(圆周方向)均衡进行砌筑,超过半周1~2 层砖时,用木方和螺旋顶杠压实,用适当的力将顶杠拧紧,防止用力过大导致窑体变形,每段铺底长度为5~6m,如图1 所示;然后旋转90度,再从底部向水平砌筑、压实,砌筑顺序如图4 所示,需注意在最后锁砖时,需留4~6 层砖,并将锁口区域旋转至7、8 点钟方向,方便进行锁砖;
(6)每环锁口区域砌筑需注意,要进行砖的预组合,确保最后一块砖的能合理打入;锁口宜采用专用锁砖,确实需要加工砖时,其厚度不能少于原砖厚度的2/3,且不能最后打入砌体;(7)使用锁砖和钢板锁口时需注意,布置好锁砖和标准砖后,注意观察砖缝,若砖缝是水平,则在标准砖侧面打入钢板,不得在锁砖侧面打入钢板,如图11 所示;若砖缝是楔型的,此时打入钢板会导致耐火砖会出现应力集中损坏,需要返工;
(9)在砌筑中过程中需要使用到不定型耐火材料,使用时需注意:材料的搅拌时间和搅拌方法因材料的等级和数量而不同,需严格按照说明书上的搅拌时间和搅拌方法以及温度等进行搅拌;搅拌用水为纯净水,要求氯离子含量≤300g/L[5];耐火泥浆使用应注意随砌随制,每次搅拌的量不宜过多,已经初凝的不得在使用;耐火浇注料使用时需要振动压实,在使用振动棒时注意不要直接作用在锚固件上,采用合适振动器进行振动压实。
(10)在砌筑完成后,需对每环的耐火砖进行检查、紧固;紧固完毕后应该进行烘炉工作,此时不宜在转动窑体。
3.3 砌筑后工作
(1)在回转窑耐火材料砌筑完成需要及时进行工程验收和烘炉工作。回转窑在进行烘炉过程中,窑内耐火材料中的水分会逐渐析出至完全干燥,可以防止在点火投产时由于耐火材料中水分急剧蒸发产生巨大应力,造成耐火材料的剥落、坍塌,甚至炸炉事故;
(2)在实际工程中,由于各种原因不能及时进行烘炉工作的,要采取防潮、防雨、防火、防冻和防污染的保护措施;即使采取了防护措施,也不能长时间不进行烘炉,否则耐火泥浆会产生变化,降低内衬的结构强度,对回转窑的烘炉、投产和使用寿命造成影响;
(3)在烘炉之前,所有需要用到的仪表设备需要进行点动,联合试车和调整;不定型耐火材料进行养护工作,使其获得基本强度;根据各种耐火材料的性能制定相应的烘炉曲线和烘炉方案,确保烘炉的顺利进行。
4 总 结
耐火材料的砌筑质量关系着其使用寿命的长短,影响着回转窑系统的运行的稳定性。为确保砌筑质量,耐火材料的采购应该选择有实力的生产厂家,提高材料本身质量,降低耐火制品的外形扭曲与尺寸偏差情况;耐火材料的施工应该选择有经验的施工队伍,提高施工人员的技术水平,降低人为因素对砌筑质量的影响;做好耐火材料的点检、临控工作,记录砌筑进度,形成砌筑报告,确保砌筑有条不紊的进行,最后烘炉之前需要对砌筑完成的耐火材料进行保护工作,制定科学的烘炉曲线和烘炉方案,完成烘炉工作。
上一篇:耐火喷补料施工方法及施工装置的 下一篇:轻质页岩陶粒
TAG标签:
耐火砖
河南耐火砖
高铝砖
刚玉砖
耐火砖价格
河南耐火材料厂












