


滕州中联水泥有限公司位于山东省滕州市,现有5000t/d熟料生产线1条,设计年产优质熟料155万t、水泥240万t。项目同时配套建设9MW纯低温余热发电系统。公司自2012年7月份点火投产以来,已运行近5年时间,期间在回转窑系统的生产过程中摸索积累了一些有应用价值的实践经验。
在干法水泥熟料生产线运行过程中,通过调整三次风管调节阀开度实现回转窑和分解炉用风量的比例控制,因三次风管调节阀阀板长期受高温含尘气体的冲刷,极易损坏。我公司原使用的三次风管调节阀阀板,其内部骨架为铸造板式结构,铸造板表面焊接锚固件并覆盖浇筑料保护层,使用4~6个月就会出现阀板变形、浇注料龟裂或脱落等现象,给工艺系统的稳定及熟料质量控制造成不利影响,严重时需停窑更换。针对以上问题,我公司通过对三次风管调节阀阀板结构进行改造,实现了延长其使用寿命的效果。
1 改造方案
1.1 所需材料
普通钢板;0Cr25Ni20耐热钢钢板;0Cr25Ni20波纹“V”锚固件;A402焊条。
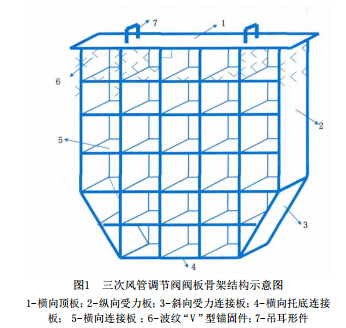
1.2 骨架结构设计
(1)格子状骨架横向顶板,材质为普通钢板,钢板厚度;钢板尺寸根据三次风管调节阀成品规格确定见图1。
(2)格子状骨架纵向受力板、下部两角斜板、横向托底连接板均为耐热钢板,材质为0Cr25Ni20;耐热钢板厚度12mm;宽度140mm;长度根据工艺浇注要求需留出耐热钢板保护层而确定。
(3)格子状骨架横向连接板,材质为0Cr25Ni20;耐热钢板厚度12mm;宽度140mm。每块连接板尺寸为×140mm,可根据整体格子状骨架面积调整该间距。
(4)在格子状骨架内、外、侧面所焊接的锚固件都是波纹“V”型,材质为0Cr25Ni20;锚固件尺寸两种,外周边面焊接φ12mm×L120mm,格子内交叉焊接φ12mm×L150mm,锚固件焊接间距100mm~120mm,采用双面焊接工艺。
(5)调节阀阀板的迎风面与背风面,焊接锚固件时交错排列。
1.3 浇注料施工要求及建议
(1)骨架结构及锚固件焊接。采用双面焊接工艺焊接整体格子状骨架,焊条应选用A402焊条。
(2)膨胀处理。按要求完成焊接并进行清渣处理后,整体骨架及锚固件刷沥青漆三遍。
(3)浇注料选择。使用硬度大、熔点高、化学性质稳定,对酸、碱都有良好的抵抗性的莫来石质浇注料。
(4)支模浇筑。在格子状骨架上下左右预留保护层支模,采用单面浇注双面成型的工艺技术要求进行浇筑,并做好迎风面标识。
(5)养护。严格按浇注料使用说明,保持合理的温度、湿度及养护时间等进行养护。
2 本改造方案的优点
(1)格子状骨架阀板,格子内通透,抗风刷能力强,浇注体中间无有隔层,阀板背风面及迎风面浇注料成一整体结构,提高了浇筑体的整体性能和强度。
(2)纵向受力板、横向连接板,在使用过程中接触迎风面积少,即使部分浇注料剥落,也不会导致浇注料大面积断裂脱落。
(3)格子状骨架,骨架成立体结构,提高了骨架的抗变形能力,使得调节阀不易卡死变形。增加了浇注料与骨架、锚固件的接触面积,杜绝了表面早期龟裂、断裂现象,不易使浇注料早期脱落。
3 效 果
滕州中联水泥有限公司5000t/d熟料生产线,于年9月份按照该改造方案制作安装的三次风管调节阀阀板,目前已使用30个月,预计其使用寿命可达36个月,效果良好、效益显著。该改造方案的提出和成功应用,对于维护熟料烧成系统的工艺状况和产品质量的稳定起到了重要的保障作用,同时对于企业压缩维修费用、降低生产成本具有重要意义。
上一篇:水泥窑煅烧条件对耐火材料的影响 下一篇:怎么辨别白刚玉,棕刚玉,致密刚
TAG标签:
耐火砖
河南耐火砖
高铝砖
刚玉砖
耐火砖价格
河南耐火材料厂












