


1、窑试运转前的准备工作
1、1单机试运转成立以机械为主的调试小组。
1、2小组成员共 名,分工明确,统一指挥,由总指挥全面负责。
1、3试运转所需工具和材料准备:
工量具:转速表、温度计、对讲机、秒表、各种扳手、手锤、油枪、棉纱、破布、汽油、氧气、乙炔工具等,电流表、电压表、油盆、油壶、油桶、托轮轴承润滑油180升及试运转记录表格。
1、4施工中的图纸、技术资料、交工资料要准备齐全,其中包括施工图纸、技术就更图纸、说明书等。
2、试运转前的检查工作:
2、1运转前检查基础沉降情况,并作好记录。若沉降量较大,应及时与厂方联系,并会同设计院落等有关单位研究措施,才能进行试运转工作。
2、2检查设备和设备四周的卫生情况:
设备运转前,一定要将窑头窑尾及三档支撑四周清扫干净,如灰土、施工剩余材料、木板、钢筋头等杂物。
2、3检查运转设备内部有无施工剩余材料和杂物。
2、3、1将窑筒体内预支热器砌筑的耐火材料从窑中人孔门内排出,并检查筒体内有无钢筋、槽钢等铁器和木板等杂物。
2、3、2检查托轮底座内、窑头风机内、大牙轮罩内有无棉纱、钢筋砼等杂物并清理干净。
2、3、3检查托轮表面与滚圈表面之间有无杂物和焊渣,并一定要清理干净。
2、3、4检查托轮和轮带表面有无生锈,如有生锈应清除干净,然后涂上一层薄薄的防锈油。
2、3、5检查轮带内表面与轮带垫板表面的生锈及润滑情况,无油时,应进行涂油并用压缩空气将轮带与筒体之间的电焊渣及杂物吹洗干净,并应该注意不要将除去的锈及异物的掉入轮带和轮带的接合部位,特别是接合侧的锈和异物一定要清理干净。
2、4检查设备联接螺栓是否牢固安全可靠:
2、4、1检查托轮组钢底座地脚螺栓是否紧固,用小锤子轻敲螺母听声音检查或用大扳手检查。
2、4、2检查传动部分地脚螺栓是否紧固,小牙轮、主减速机、辅减速机等的地脚螺栓。
2、4、3润滑油泵的地脚螺栓。
2、4、4液压泵与钢底座联接螺栓。
2、4、5回转窑一次风机、窑头冷却机、窑中筒体冷却机等地脚螺栓。
2、4、6钢底座与瓦座联接螺栓及钢底座顶丝是否顶紧。
2、4、7轮带垫板与筒体联接螺栓是否坚固(从筒体内检查)。
2、4、8窑尾密封、窑头密封、托轮护罩、石墨组的联接螺栓等均要仔细检查。
2、5检查窑传动大小牙轮啮合情况(查看检查记录,运转中仔细察看)。
2、6检查抱闸的间隙是否符合要求。
2、7检查水路及油路上安装的各种阀门动作要灵活并确认关闭方向,从放水口放水排除管路是空气和检查流量情况。
2、8检查联轴器、联接螺栓是否松动,安全罩的固定情况以及罩子与转动部分有无接触现象,有此现象应及时处理。
3、加油。设备运转前轴油时,必须严格按照附表油号、油量进行注油,在加油时不得将任何异物、脏物带入设备油箱及轴承内。
4、无负荷试运转程序:

 ①通冷却水 ②窑头护口板冷却风机 ③液压系统(挡轮用)
①通冷却水 ②窑头护口板冷却风机 ③液压系统(挡轮用)



 ④回转窑润滑系统(减速机) ⑤辅助传动电机带减速机试运转 ⑥主电机 ⑦主电机带减速机小牙轮,窑本体试运转
④回转窑润滑系统(减速机) ⑤辅助传动电机带减速机试运转 ⑥主电机 ⑦主电机带减速机小牙轮,窑本体试运转
5、达设备无负荷试运转中的运转时间,按JCJ03-90《水泥机械设备安装工程施工及验收规范》标准执行。
5、1通冷却水检查各管路是否畅通,阀门开关灵活即可。
5、2冷却机电机带风机运行2小时。
5、3液压系统及供油设备。
手动阀门:开关灵活即可。
电磁阀门动作3~5次。
油泵用电动机及油泵1~2次。
油缸限位开关动作灵活,试验3~5次。
液压油背压试验14Mpa即可。
5、4辅助传动:
爪型离合器动作灵活,符合联锁要求。
电机:1~2小时
减速机:1小时
辅助传动带窑1~2小时
5、5主电机2小时。
主电机带减速机、窑4小时。
上面的运转时间为设备的连续运转时间,如运转中设备或电气蹼信出了故障,需要停机排除故障,设备的运转时间重新计算。完成以上试运转工作之后,经检查合格,方可进行回转窑筒体的筑炉工作。
6、注意事项:
6、1正式转窑前,从托轮检查孔用油壶对轴上进行浇油。
6、2运转前,将冷却水送至各个冷却部位,并检查压力、流量、温度,观察水路中的检测仪表并做好记录。
6、3风机运转前一定要将进风口阀门关闭进行无负荷起动,当完成了起动过程逐渐打开风门,保持在1/2~2/3的风门下运行。
6、4设备运转前,先点动电机确认运转方向正常运转不得反转。
6、5每隔30分钟,对托轮主轴承测定一次,轴承温度不得超过
65℃并随时观察中间不得有突然上升现象。
6、6每隔30分钟测量一次小牙轮主轴承、减速机高速轴承、电机轴承、一次轴承温度不得超过70℃。
6、7时刻注意检查托轮轴承润滑油膜形成情况,机旁开关处要有专人负责,遇到紧急情况请示总指挥方能停车,并时刻注意设备运转中的杂音、振动、窑体窜动情况、螺栓松动情况等。
6、8试运转时无关人员不得进入试运转区域,所有参与试运转人员都必须持证上岗并严格遵守安全操作规程。
6、9试运转后,对于需要点焊的部位如垫铁、窑头护板等应时行点焊。
7、试运转的确认事项和记事表
7、1无负荷试运转检查记录。
7、2无负荷试运转温度检查记录表。
7、3试运转各润滑油点加油记录表。
7、4电机空载起动电流、运行电流。
7、5电机带窑起动电流和运行电流。
8、回转窑试运转组织机构:
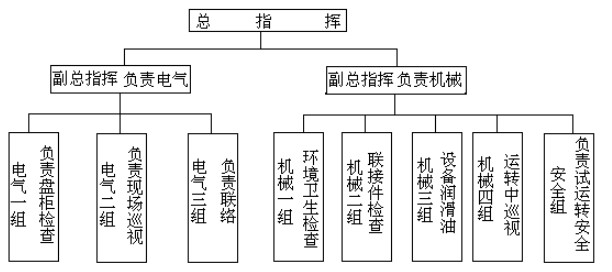
总指挥由 担任
副总指挥由 担任(电气) 副总指挥由 担任(电气)
电气一组长: 机械一组组长:
电气二组长: 机械二组组长:
电气三组长: 机械三组组长:
安全组长: 机械四组组长:
1、1单机试运转成立以机械为主的调试小组。
1、2小组成员共 名,分工明确,统一指挥,由总指挥全面负责。
1、3试运转所需工具和材料准备:
工量具:转速表、温度计、对讲机、秒表、各种扳手、手锤、油枪、棉纱、破布、汽油、氧气、乙炔工具等,电流表、电压表、油盆、油壶、油桶、托轮轴承润滑油180升及试运转记录表格。
1、4施工中的图纸、技术资料、交工资料要准备齐全,其中包括施工图纸、技术就更图纸、说明书等。
2、试运转前的检查工作:
2、1运转前检查基础沉降情况,并作好记录。若沉降量较大,应及时与厂方联系,并会同设计院落等有关单位研究措施,才能进行试运转工作。
2、2检查设备和设备四周的卫生情况:
设备运转前,一定要将窑头窑尾及三档支撑四周清扫干净,如灰土、施工剩余材料、木板、钢筋头等杂物。
2、3检查运转设备内部有无施工剩余材料和杂物。
2、3、1将窑筒体内预支热器砌筑的耐火材料从窑中人孔门内排出,并检查筒体内有无钢筋、槽钢等铁器和木板等杂物。
2、3、2检查托轮底座内、窑头风机内、大牙轮罩内有无棉纱、钢筋砼等杂物并清理干净。
2、3、3检查托轮表面与滚圈表面之间有无杂物和焊渣,并一定要清理干净。
2、3、4检查托轮和轮带表面有无生锈,如有生锈应清除干净,然后涂上一层薄薄的防锈油。
2、3、5检查轮带内表面与轮带垫板表面的生锈及润滑情况,无油时,应进行涂油并用压缩空气将轮带与筒体之间的电焊渣及杂物吹洗干净,并应该注意不要将除去的锈及异物的掉入轮带和轮带的接合部位,特别是接合侧的锈和异物一定要清理干净。
2、4检查设备联接螺栓是否牢固安全可靠:
2、4、1检查托轮组钢底座地脚螺栓是否紧固,用小锤子轻敲螺母听声音检查或用大扳手检查。
2、4、2检查传动部分地脚螺栓是否紧固,小牙轮、主减速机、辅减速机等的地脚螺栓。
2、4、3润滑油泵的地脚螺栓。
2、4、4液压泵与钢底座联接螺栓。
2、4、5回转窑一次风机、窑头冷却机、窑中筒体冷却机等地脚螺栓。
2、4、6钢底座与瓦座联接螺栓及钢底座顶丝是否顶紧。
2、4、7轮带垫板与筒体联接螺栓是否坚固(从筒体内检查)。
2、4、8窑尾密封、窑头密封、托轮护罩、石墨组的联接螺栓等均要仔细检查。
2、5检查窑传动大小牙轮啮合情况(查看检查记录,运转中仔细察看)。
2、6检查抱闸的间隙是否符合要求。
2、7检查水路及油路上安装的各种阀门动作要灵活并确认关闭方向,从放水口放水排除管路是空气和检查流量情况。
2、8检查联轴器、联接螺栓是否松动,安全罩的固定情况以及罩子与转动部分有无接触现象,有此现象应及时处理。
3、加油。设备运转前轴油时,必须严格按照附表油号、油量进行注油,在加油时不得将任何异物、脏物带入设备油箱及轴承内。
4、无负荷试运转程序:
5、达设备无负荷试运转中的运转时间,按JCJ03-90《水泥机械设备安装工程施工及验收规范》标准执行。
5、1通冷却水检查各管路是否畅通,阀门开关灵活即可。
5、2冷却机电机带风机运行2小时。
5、3液压系统及供油设备。
手动阀门:开关灵活即可。
电磁阀门动作3~5次。
油泵用电动机及油泵1~2次。
油缸限位开关动作灵活,试验3~5次。
液压油背压试验14Mpa即可。
5、4辅助传动:
爪型离合器动作灵活,符合联锁要求。
电机:1~2小时
减速机:1小时
辅助传动带窑1~2小时
5、5主电机2小时。
主电机带减速机、窑4小时。
上面的运转时间为设备的连续运转时间,如运转中设备或电气蹼信出了故障,需要停机排除故障,设备的运转时间重新计算。完成以上试运转工作之后,经检查合格,方可进行回转窑筒体的筑炉工作。
6、注意事项:
6、1正式转窑前,从托轮检查孔用油壶对轴上进行浇油。
6、2运转前,将冷却水送至各个冷却部位,并检查压力、流量、温度,观察水路中的检测仪表并做好记录。
6、3风机运转前一定要将进风口阀门关闭进行无负荷起动,当完成了起动过程逐渐打开风门,保持在1/2~2/3的风门下运行。
6、4设备运转前,先点动电机确认运转方向正常运转不得反转。
6、5每隔30分钟,对托轮主轴承测定一次,轴承温度不得超过
65℃并随时观察中间不得有突然上升现象。
6、6每隔30分钟测量一次小牙轮主轴承、减速机高速轴承、电机轴承、一次轴承温度不得超过70℃。
6、7时刻注意检查托轮轴承润滑油膜形成情况,机旁开关处要有专人负责,遇到紧急情况请示总指挥方能停车,并时刻注意设备运转中的杂音、振动、窑体窜动情况、螺栓松动情况等。
6、8试运转时无关人员不得进入试运转区域,所有参与试运转人员都必须持证上岗并严格遵守安全操作规程。
6、9试运转后,对于需要点焊的部位如垫铁、窑头护板等应时行点焊。
7、试运转的确认事项和记事表
7、1无负荷试运转检查记录。
7、2无负荷试运转温度检查记录表。
7、3试运转各润滑油点加油记录表。
7、4电机空载起动电流、运行电流。
7、5电机带窑起动电流和运行电流。
8、回转窑试运转组织机构:
总指挥由 担任
副总指挥由 担任(电气) 副总指挥由 担任(电气)
电气一组长: 机械一组组长:
电气二组长: 机械二组组长:
电气三组长: 机械三组组长:
安全组长: 机械四组组长:
上一篇:耐火材料在炼钢行业的应用 下一篇:菱镁矿开采要进入计量时代,10月
TAG标签:
耐火砖
河南耐火砖
高铝砖
刚玉砖
耐火砖价格
河南耐火材料厂












