


各种喷补方法都在转炉炉衬上争得了存在的权利,但是选择哪一种喷补方法,则要根据转炉的操作参数来确定。河南耐火材料厂认为,在技术和工艺方面半干喷补法是最简单的方法,而火焰喷补法需要使用燃料和氧气,致使喷补装置的结构及喷补工艺本身复杂化。
在其它条件完全相同时,采用气体燃料或液体燃料进行火焰喷补时,可以取得比较致密的喷补层,也就是说在使用过程中最能抵抗损毁的喷补层。因此,在炉衬操作条件比较严酷的转炉中,例如,冶炼不锈钢时,最好采用火焰喷补法,而在其它情况下则采用半干喷补。
对于每一种具体类型的转炉来说,都存在着炉衬的临界使用寿命值,超过该值后再进行喷补时,在经济方面就是不合理的。所有的喷补方法都存在着明显的缺点,即在进行喷补操作时,都必须使转炉停止作业,致使转炉生产的技术经济指标显著下降。因此,圣彼得堡耐火:材料研究设计院研究成功在冶炼中不停吹氧时对氧气转炉炉衬进行喷补的新方法。圣彼得堡耐火材料研究设计院与图拉州黑色冶:金科学生产联合公司采取一整套措施来制造用于在冶炼中不停止吹氧时对氧气转炉炉衬进行喷补用试验装置。现在,我们对工艺作些必要的介绍,该装置的技术性能如下:消耗料槽的有效容积2m3;氧气的剩余压力达1.5MPa;运输管道的直径
试验装置(见下图)上设有消耗料槽,采用专门的料箱向该料槽加入耐火喷补料。在料槽底板上连接有配料给料机。容器底板装有6根充气管,这些管子沿着锥形底板的形成线布置。每根充气管均用盲板堵死。管壁上留有许多直径
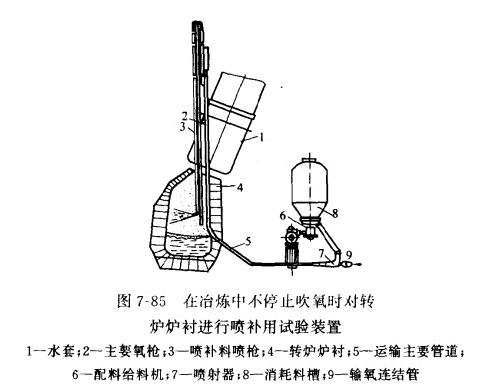
输送气体(氧气)穿过消耗料槽内的耐火喷补料层之后经过排出管排出,该排出管与容器的上部连接(容器上装有配料给料机),并向给料机的配料环喷吹。配料给料机经过法兰盘与喷射装置连接起来,而喷射器又与运输主管连接起来。
水冷式耐火喷补料喷枪端头弯曲90o,出口直径为
在探讨在冶炼时对转炉炉衬进行喷补的过程时,其依据是:在冶炼的一定瞬间在熔池的上方主要存在着不同密度的气液相。气相为一氧化碳和二氧化碳,液相为熔融炉渣和钢水。
向转炉内气流中送入耐火喷补料(气料混合物)时,该混合物与转炉内钢水面以上的气液相组分相互发生作用。向转炉内吹入耐火喷补料固体颗粒的实际情况,看来主要取决于下列参数,喷枪喷嘴出口处气体料流的特性、耐火喷补料的颗粒组成、喷枪下部区域的流体动力学及转炉反应区域的流体动力学。
在喷补的过程中,喷补的部分镁砂落入炉渣中,因而使炉渣中的宰:化镁含量增高。在冶炼的某几炉中发现炉渣的粘度有所提高但瓜;时炉渣的精炼能力并未下降。
在喷补.过程中,由于一氧化碳的补充燃烧,钢水的温度有所提高。例如,在冶炼末期进行喷补时,钢水的温度提高20~70℃这样,上述试验证明,在冶炼中不停止吹氧时对转炉炉衬进行喷补?在原理上说是可行的。
相关资讯
10
2025-11
01
2025-07
30
2024-08
27
2024-04
27
2024-04
01
2023-12
01
2023-12
01
2023-12
01
2023-12
01
2023-12
热门产品







河南宏泰窑炉耐火材料有限公司
电话:13608687008
地址:郑州新密市超化镇工业园区





