


一、技术概述:
高炉是长期处于连续高温生产的冶炼设备。在长期运行中,高炉内衬受到侵蚀、剥落出现局部或大面积损坏,影响高炉正常运行。为了使高炉达到长寿、高效的目的,延长高炉寿命一直是冶炼工程技术人员关心的课题。高炉长寿是炼铁技术发展水平标志之一,目前国内已开始普遍采用高炉遥控热态喷补造衬,就是在不停炉的前提下利用休风时间对内衬进行喷补。与原来传统的停炉维修相比,其具有施工方便、耗时少、投产快的特点。但该技术采用的干法喷涂方式,无法避免:回弹率高、喷涂层结构均匀性差(喷枪头加水,水料混合难均匀充分)、喷涂时粉尘严重等缺点。为此我公司将目前最先进的湿法喷涂技术与遥控热态喷补技术相结合,试验开发了湿法喷注造衬技术。该技术系采用湿式喷涂机与遥控喷涂机械手相配合,从而实现遥控热态湿法喷注施工造衬的目的。该技术的实施使炉衬寿命可以达到18-24个月,具有节能环保、低碳的效果。
二、用途
1、RGP-M1湿法喷注浇注料—用于高炉炉身上、中部热态喷注维修;
2、RGP-A1湿法喷注浇注料—用于高炉炉身下部热态喷注维修。
三、技术特性
与干法喷涂相比:
有足够的搅拌时间,使减水剂、分散剂得以充分发挥;
加水量明显降低,提高干燥后的强度和耐磨性;
不出现水料分离现象,喷注层均匀密实;
回弹率明显降低,不出现大颗粒反弹现象,保持粒度设计级配;
喷注时无粉尘。
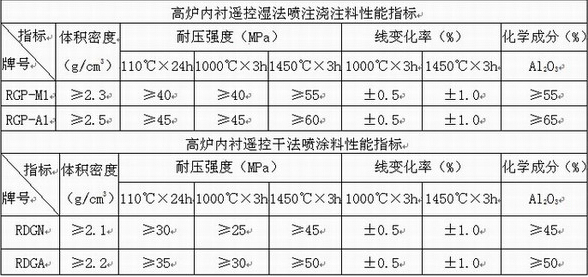
同等材质两种材料其技术指标对比如下
四、施工方案简介
4.1 喷注施工前准备
准备:提前一天人员、设备进入现场,由甲方安全人员进行安全教育及危险源辨识,与甲方技术人员进行技术交底,设备安装就位运行正常。
压火:将料面降至风口下沿,加盖一定厚度的水渣,将炉内温度控制在<300℃。同时检测炉内煤气量控制在50ppm。
4.2 喷注施工
高压水清洗:本公司采用400kg高压水对炉墙及冷却壁由上至下进行高压清洗,可彻底清除冷却壁上的渣灰。
喷射施工:启动喷注预热设备,将散料加入连续式搅拌机料斗内,调整加水量,搅拌好的料直接进入喷射机,通过料管输送至机械旋转喷枪,调节速气压、气量,确保喷射浇注料喷射至待修复界面后无任何流淌。通过调整喷涂机械手的旋转速度及旋转方向,使喷射层厚度适当而匀称 ,通过控制四个电动葫芦,由下至上进行均匀喷射,直至炉型完全修复。经甲方主管人员现场验收后,喷注造衬工作结束。
4.3 撤离现场
清理现场卫生,喷注设备分别由出铁场平台和检修平台沿原运入路线吊运出现场。
五、烘炉及开炉
1、烘炉
喷注结束后,从风口冷却器将炉内残留的回弹物耙出,再将风口重新装好。往排空的炉内送热风,通过放散管散开,在严密的监督下烘烤48小时,以除去喷注所带来的水分。如不进行烘炉,而直接送风开炉喷注层有可能出现大块剥落,影响寿命和高炉顺产。
2、送风开炉
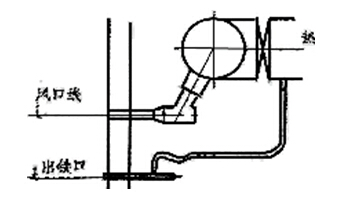
由热风炉系统来的送风管接一支独立风管通过铁口进行送风(如图示意),以保证铁口和风口之间有效连通,使液态铁和渣能够熔至铁口,从而避免出现开炉不畅带来的麻烦。送风操作流程如下:用钻头钻开铁口,开口大小与送风管相配合。上面与热风主要分管连接,将热风送入出铁口(而非风口)。炉子的隔离阀保持关闭,所有风口打开,通过出铁口送风8小时,然后再打开隔离阀将热风引入炉子内,再撤出铁口所接热风管。至此即完成送风开炉。
通过此送风方法,开炉4天后的产量会较按正常操作时要高。
TAG标签: 耐火砖 河南耐火砖 高铝砖 刚玉砖 耐火砖价格 河南耐火材料厂
相关资讯
31
2025-10
31
2025-10
30
2025-06
27
2025-06
03
2025-04
03
2025-04
03
2025-04
12
2024-09
09
2024-09
09
2024-09
热门产品







河南宏泰窑炉耐火材料有限公司
电话:13608687008
地址:郑州新密市超化镇工业园区





