


烘炉用的固体燃料主要是木柴、煤和焦炭;液体燃料有各类燃油;气体燃料则主要是高炉或焦炉煤气;电热在个别电源充足的地方也可采用。烘炉方法可根据燃料来源和施工进度等具体条件来选定;在条件许可时,热风炉应采用高炉煤气烘炉,高炉则采用热风烘炉。下面河南耐火材料厂分别介绍下高炉、热风炉的烘炉。
一)热风炉烘炉方法
热风炉烘炉的目的不仅使内衬耐火砖及耐火混凝土中的水分慢慢蒸发,而且是为了使蓄热室内能储存足够的热量,以供高炉烘炉和开炉的需要,所以热风炉往往是在高炉烘炉前先进行烘炉。
在没有煤气供应的新厂,多采用固体燃料(如木柴、煤或焦炭)和液体燃料烘炉;在已有高炉生产的老厂,则应尽量采用高炉煤气烘炉。如果只有一座高炉在生产或高炉煤气不足,而焦炉已投产,则可用焦炉煤气烘炉。用木柴或煤烘炉时间较长,而且在开炉前不能保证热风炉储备有足够的热量,一般不适用于大型热风炉。用焦炉煤气烘炉时,则必须防止回火爆炸。烘炉必须严格按规定的烘炉曲线进行,一般可通过调节煤气和燃烧用空气以及烟道阀来控制炉顶温度的上升速度,在烘炉过程中,切忌升温速度的剧烈波动,以免影响耐火砖衬的寿命。
热风炉烘炉实例:
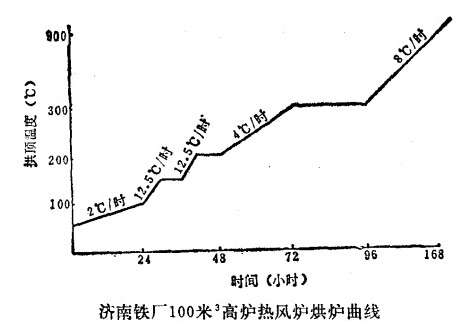
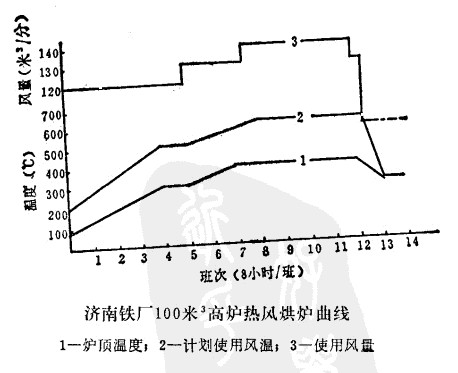
1、济南铁厂
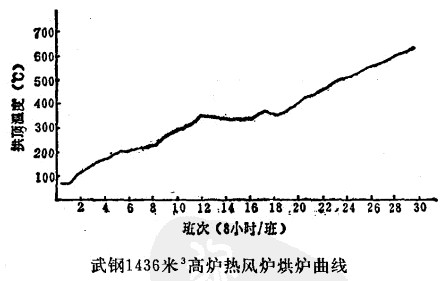
2、武钢
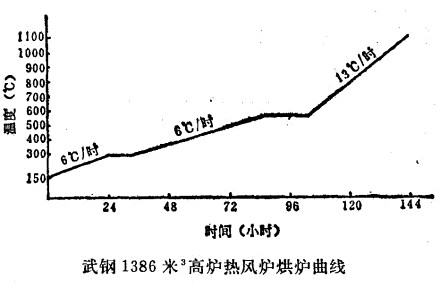
3、武钢
用耐火混凝土砌筑的热风炉内衬,烘炉要求均匀慢速,鞍钢某高炉的热风炉系矾土水泥耐热混凝土内衬,在烘炉过程中收取废气化验:证明在250-300℃的温度范围内有大量的物理水蒸发,500-600℃时有大量的结晶水蒸发,因此在600℃以前,升温速度不宜过快。该炉(2025米3)的热风炉采用高炉煤气烘炉实例如下:
①烘炉开始用木柴点燃,然后送人高炉煤气;
②150℃时保温16小时;
③150-300℃每8小时(班)升温25℃;
④300℃保温32小时;
⑤300-600℃每8小时升温50℃;
⑥600℃保温24小时;
⑦600℃以后每8小时升温100℃,至炉顶温度达1200℃;
⑧废气最高温度不超过300℃。
新建小厂或只有一座高炉又无焦炉煤气供应的厂子,可在热风炉燃烧口或人孔处砌筑临时烘炉炉灶,用块煤燃烧进行烘炉。这种烘炉方法,时间较长,炉顶温度一般只能达到300-400℃。
二)高炉烘炉方法
高炉烘炉前,必须对各项机电设备进行检查,并试车运转正常,特别是炉顶大小料钟、平衡锤、炉顶放散阀和煤气切断阀等设备。高炉托圈和支柱间的螺丝松开,以备膨胀。
1、用热风烘炉
为了使热风能更均匀地烘烤炉缸下部和炉底,可在炉缸上部中心遮盖一层铁板,或安装一些向下倾斜的斜风口,或在每个风口前安装一根进风管,使端部向下倾斜并呈喇叭形,使热风能均匀分布在炉底表面上。热风烘炉常以热风温度来控制升温速度,但炉顶温度不应超过
济南铁厂100米3高炉用热风烘炉曲线如下:
2、用焦炭、煤和木柴烘炉
此法由于升温慢、烘炉时间长,一般只适合于小高炉采用。个别厂为加快烘炉速度,采取先期在炉外搭设临时炉灶烧固体燃料和后期用热风相结合的烘炉方法,新建高炉开炉也可采用此法。
用固体燃料烘炉之前,要在铁口、渣门或风口前用耐火砖砌筑临时炉灶。为提高烘炉效果,常在炉缸上部架设圆板铁,并使铁板与炉墙之间保持100-150毫米的间隙。一般在第一天(24小时)可由常温升至150℃,恒温12小时左右;再在36小时内由150℃升至450℃,恒温24小时;然后让其慢慢冷却。
烘炉实例:安阳水冶汽车队8米3高炉用固体燃料烘炉时,在三个风口处搭设烧煤炉灶三个,将燃烧后的废气引入炉内烘干炉衬。头三天缓慢而均匀地升温至300℃,保温一段时间,然后按每小时升温300℃,升温至500-600℃时保温16小时左右,然后降温至80℃,停炉检查,如发现有裂缝,则用耐火泥堵上,然后即清底装炉。
炭捣内衬的高炉宜低温烘烤,升温速度一般以炉缸温度为准,特别是冷炭捣内衬,升温速度必须缓慢,因为炭捣内衬中焦油和沥青中的低温挥发分和高温分解物都在360~600℃的温度范围内分解、排出。
武汉钢铁设计院推荐冷炭捣内衬烘炉升温计划如下:
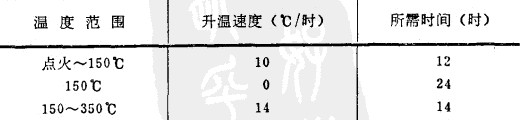
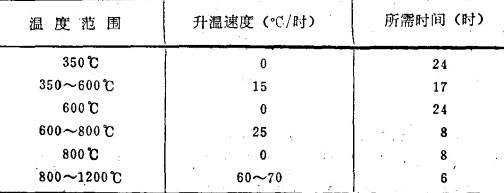
测温热电偶安装在风口处,顶部与炉墙并齐,或者伸入炉内50毫米。
炭捣内衬在烘炉之前,内表面需砌一层耐火砖,或涂刷一层保护层,以防开炉初期氧化。
高炉烘炉还有分段烘烤与全面烘烤相结合的烘炉方法,日本福山钢铁厂4号高炉(4197米3)于1971年4月开炉时采用此法,在砌完每层炉底砖后,用热风烘烤12小时,控制耐火砖的表面温度为189℃,然后以大风量、低风温烘炉18天,送风量为2300-2900米3/分。
河南耐火材料厂 http://www.zzhoudd.com
相关资讯
27
2024-04
02
2023-09
22
2023-08
22
2023-08
23
2022-11
16
2022-07
13
2022-07
11
2022-06
30
2022-05
热门产品







河南宏泰窑炉耐火材料有限公司
电话:13608687008
地址:郑州新密市超化镇工业园区





