


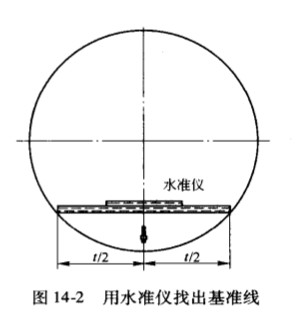
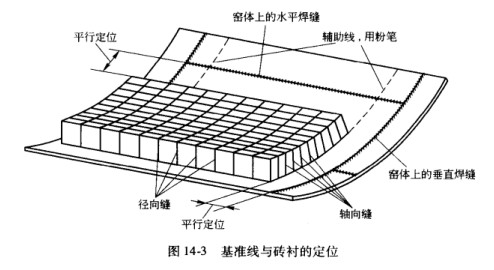
要砌筑出高质量的回转窑和简式冷却机内耐火砖衬里,关键是要做到:环向砖圈要与窑轴向线垂直,不能扭曲;轴向耐火砖砖缝与窑轴向线平行,不得偏离;每块耐火砖四角落地,砌体表面不出现台阶。为此,在砌筑回转窑和筒式冷却机内的耐火砖之前,还须先做好窑筒内砌筑用基准线的放线工作。轴向基准线要沿窑周长每1.5m放一条,每条线要与窑体的轴线平行; 环向基准线每10m放一条,实际施工控制线每隔1m放一条,环向线均应相互平行且垂直于窑的轴线。基准线可借助激光装置和水准仪绘制,如图14-2所示。有时也可将窑体的轴向和环向焊缝作为辅助基准线,如图14-3所示。
窑简内的耐火砖必须严格按基准线来砌筑,没有基准线就没有砖衬的质量可言。一定要认真做好放线工作,不能马虎,更不能省略了放线这道工序。严格地按这些线砌筑耐火砖,不但能保证砌筑质量、而且还能加快砌筑速度、并使锁砖处的每环砖首尾相对,便于锁砖。
回转窑和筒式冷却机内的耐火砖衬里处于长期的转动之中,承受着机械应力、热应力和化学侵蚀的综合破坏效应。一旦某个环节处理不当,极易使耐火砖内衬迅速损坏。为了延长窑衬使用寿命,尽量减轻或避免这些损坏因索的作用,对耐火砖的砌筑有以下基本要求:
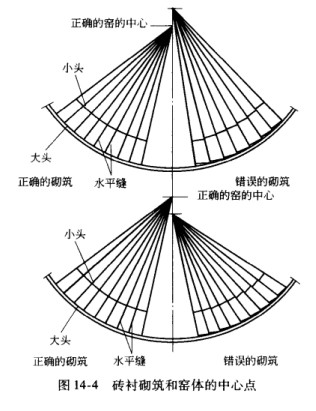
(1)砖衬与筒体可靠地同心。这就要求把砖衬尽可能砌得很紧,不论在冷态下还是在热态运行中每圈砖衬的顶部与简体间都要充分紧贴,没有缝隙;每环中相邻两砖的楔形面之间也完全接触;每块砖中,大头的4个角, 与简体都完仝接触,这样,破坏应力便能均匀地被分散在砖衬中的所有部位,不存在局部应力集中的现象。砖衬砌筑和窑体的中心点如图 14-4所示。
(2)把握好锁砖区的施工质量,不使锁砖区成为整个窑衬中的最易损坏的薄弱环节。
为了与国际接轨,我国也实行了用两种主砖搭配来砌筑窑体衬里的砖形标准。碱性砖应 采用较薄的B型(或称VDZ型,VDZ为全德水泥厂协会的简称、高铝耐火砖和粘土砖应采用较厚的π/3型(或称ISO国际标准型,国家回转窑用耐火砖形标准中亦称A型砖)。另外,还要再配置两种不同尺寸的锁砖。这样,在实际砌筑中便有包括两种锁砖和两种主砖的4种砖可以按需要进行组合,作锁砖之用。
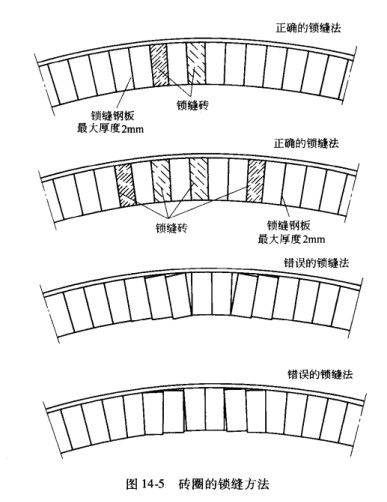
如果锁砖不当,将使锁砖区成为整个窑衬中煅易被损坏的环节,所以各个砖圈的正确锁缝极为重要,要求:只能用原砖锁砖,而不得使用在楔形面上做过加工的加工砖;需要用几块薄形的锁砖吋,不要将它们在轴向或环向上连续并排使用,要用标准的主砖将它们隔开; 用钢板锁缝时,每条缝内只允许使用一块钢板, 钢板的一边需磨尖,其厚度不大于3mm;如需用几块钢板来锁砖,同样应把它们均匀地分布在整个锁砖区内;要尽量避免在薄型的锁砖边打入钢板。砖圈的锁缝方法如图14-5所示。
(3)尽贵减少钢板的用量。钢板在氧化后体积膨胀约一倍,必然挤压与其相邻的砖,容易使砖开裂剥落。
(4)正确处理好砌筑耐火砖的砖缝。在用耐火泥浆(湿法)砌筑回转窑及简式冷却机内的耐火砖时,除了镁质砖的环向灰缝外,各方向上的灰缝锌应控制在1〜1.5mm以内。镁质砖的纵向端面上经常贴有一块2mm厚(砖长的1%)的纸板,这是留做膨胀缝用的。不论用湿法还是用干法砌筑镁质耐火砖时,该面中(环缝)都不使用泥浆。
用干法砌筑高铝耐火砖时,环缝和纵缝中都不使用泥浆,砖与砖之间要砌得尽量密实;而对于镁质砖,纵向缝内往往需要使用约1mm厚的钢板来砌筑,环向缝内仍须留设膨胀缝(用加2mm厚的纸板留设)。干砌时,遇到窑体不规整的地方,要及时改变理论配比或用适当的泥浆作补偿调整,以求使砖的大头总是紧靠窑体,
(5)耐火砖砖缝应横平竖直。环缝偏差每米不允许超过2mm,全环长度偏差不超过8mm;纵缝偏差每米不得超过2mm,一个施工段长度(通常为4m左右)内不超过10mm。
(6)严禁使用铁锤砌砖。耐火砖是脆性材料,禁不起刚性材料的冲击,必须使用木锤、橡皮锤等柔性工具砌砖。
回转窑用耐火砖可用环砌法或交错砌筑法砌筑。目前普遍使用的砌筑方法是环砌法。
环砌法的优点是:每个独立砖环都砌得很紧,可独立地稳固存在。这既有利于施工和检 查,还有利于拆除和检修。特别有利于用来砌筑经常换砖部位的砖衬。
交错砌筑法的优点是砖与砖之间相互交错结合,在窑体不够规整的小型窑上可有效减免 经常掉砖的麻烦。但是,该方法的砌筑和检修都不方便,目前国产耐火砖外形规整性不够好,使用该法砌筑的砖衬质量难以保证,所以只有很少数的窑内使用交错砌筑法。
“回转窑及筒式冷却机内耐火砖的砌筑”网址为:http://www.zzhoudd.com/news/8151.html未经允许不得转载。
相关资讯
27
2024-04
02
2023-09
22
2023-08
22
2023-08
23
2022-11
16
2022-07
13
2022-07
11
2022-06
30
2022-05
热门产品







河南宏泰窑炉耐火材料有限公司
电话:13608687008
地址:郑州新密市超化镇工业园区





